Какие бывают способы производства швеллера
Стальной швеллер имеет относительно малый веси и обладает особо большой устойчивостью к нагрузкам на растяжение в поперечной плоскости, так как имеет уникальную П-образную форму. Это свойство определило популярность швеллерной балки в строительной отрасли, а также в сфере тяжелого машиностроения. Швеллер делится на две основные группы, классифицируемые по способу производства — горячекатаный тип и холоднокатаный тип. Рассмотрим оба способа производства подробнее.
Технология производства горячекатаного швеллера
Исходя из названия, можно сделать вывод, что технологический процесс включает в себя два важных условия — высокую температуру и прокатную линию. Прокатный способ производства отличается тем, что для изменения геометрии заготовки используется целая серия прокатных валков, объединенных в группы — клети, и имеющих на своей поверхности специальные углубления, количество и размер которых определяет вид и форму готового изделия.
В качестве заготовок для проката используют блюмы. Это стальные прямоугольные заготовки, размер которых может достигать 48×48 см. Перед тем как отправиться на прокатный стан, заготовки разогревают в специальных печах до температуры кристаллизации металла. В зависимости от марки стали эта температура бывает разной, но наиболее распространенная дельта — от 760 до 1100 градусов Цельсия. Разогрев заготовки делает металл пластичным, облегчая его деформацию, а также придает металлу новые свойства.
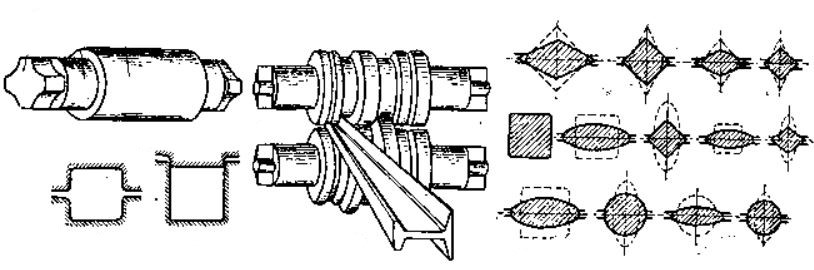
Разогретая заготовка прокатывается по длинному прокатному стану, проходя через серию валков, которые можно разделить на три группы. Первая группа осуществляет предварительную деформацию заготовки, удаляя первичную окалину и лишний металл. Вторая группа валков осуществляет черновую прокатку, калибруя заготовку под нужный размер и форму. Третья — производит чистовую калибровку, придавая швеллеру окончательную форму и размер. После прокатки готовый швеллер отправляется на этап охлаждения и нарезки.
Технология производства холоднокатаного швеллера
Как следует из названия, в данном случае не используют термическое воздействие. При холоднокатаном способе производства в качестве заготовок используют плоский листовой прокат — листы и штрипсы. А номенклатура производственного оборудования не ограничивается лишь прокатными станами. Разбить ее можно на три большие группы.
1. Профилегибочные станки с ручным, полуавтоматическим или автоматическим управлением с поштучной подачей листового материала. На таких станках листовые заготовки не прокатываются через валки, а сгибаются, статично удерживаясь в рабочей зоне. От размера рабочей зоны зависит возможный размер швеллера и его длина.
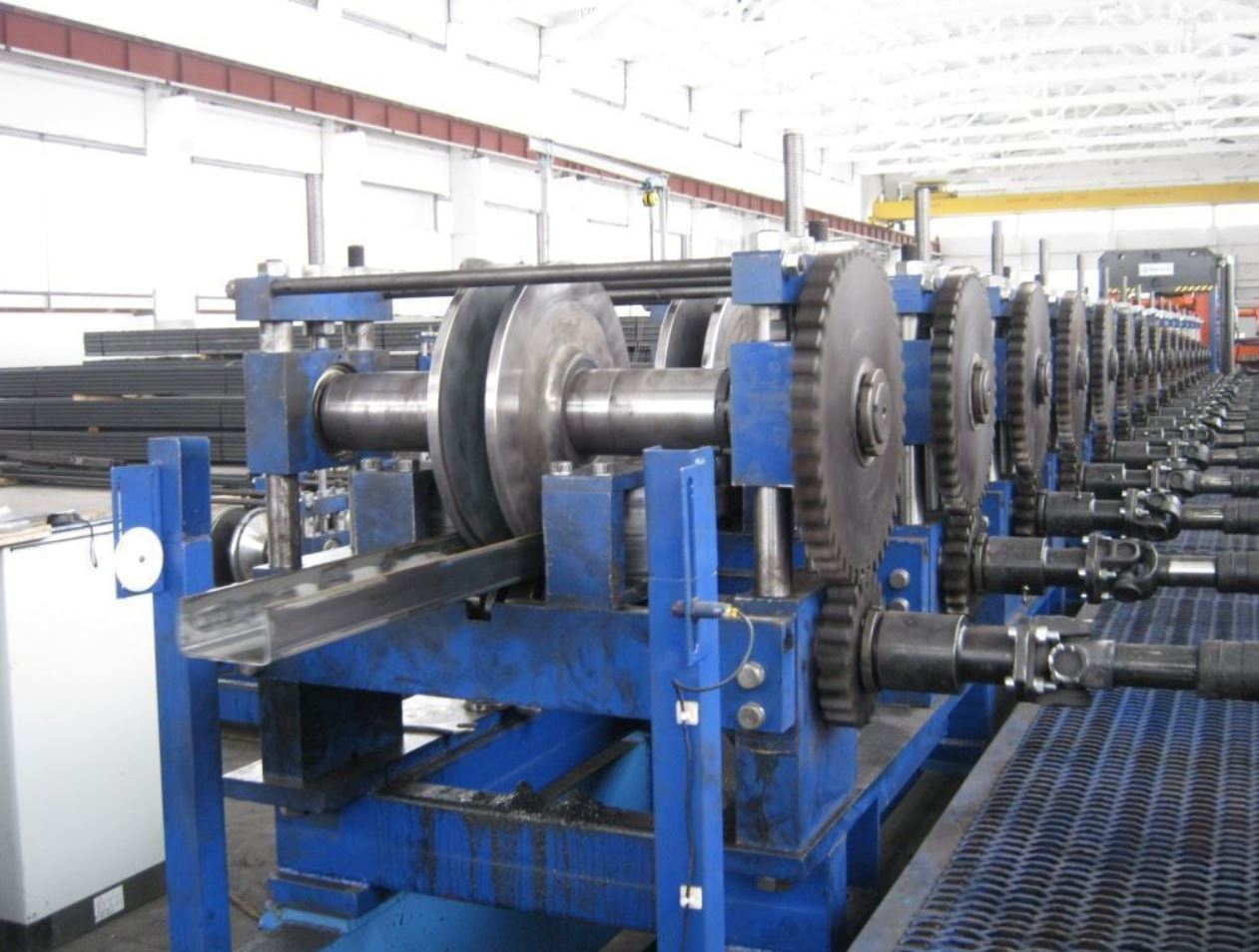
2. Прокатный стан. В этом случае можно говорить о схожем с горячей прокаткой способе производства, отличает который отсутствие предварительного нагрева заготовок, а также вид самих заготовок — плоские листы вместо прямоугольных блюмов.
Прокатный стан имеет большую производительность, так как листовые заготовки подаются не поштучно, а непрерывно. Для этого в начале прокатной линии установлено крепление для стального рулона и разматыватель, подающий материал на линию прокатного стана. Проходя через валки плоский лист превращается в П-образный швеллер, а затем нарезается на нужные отрезки, сортируется и отправляется на склад или участок дополнительной обработки.
3. Самый редкий тип оборудования — станки лазерной сварки. Они используются для того, чтобы из толстолистового металла создавать крупногабаритные изделия, в том числе сложной и нестандартной формы. С одной стороны, при производстве данного швеллера не используют термическое воздействие на всю заготовку, с другой — сварные швы являются ослабленными зонами, так как лазерная сварка приводит изменению внутренней структуры металла.
Холоднокатаные изделия, изготовленные на профилегибочных станках и прокатных станах регулируются одними нормативными документами и не отличаются прочностными характеристиками. Главное их различие состоит в максимальной длине.
Наравне с горячекатаным швеллером холоднокатаная продукция используется как в строительстве, так и на производстве. Однако горячекатаный швеллер больше распространен в тяжелом машиностроении и при строительстве высоконагруженных конструкций, имеющих контакт с окружающей средой. А холоднокатаная продукция чаще используется для создания конструкций неответственного назначения, декора, а также в качестве заготовки для производства элементов различного оборудования и техники.
Еще одно важное отличие — наличие окалины у горячекатаной продукции, которая выступает естественной защитой от коррозии.
Подводя итог, отметим, что главные отличия в производстве швеллеров — это термическая обработка и вид исходной заготовки. При этом, какой бы способ производства не использовали, готовая продукция не имеет ограничений на последующую обработку, включая травление, цинкование или покраску.



